
| WeChat: +86.13328318872 | Home | InSite Search | About Us | Contact Us |
|
|
|
|
||
|
||||
| Pimpex@RPM supplies biodegradable material polyLactic acid PLA, plant polylactic acid PLA, glass fiber reinforced PLA, and bio-based biodegradable modified materials. |
 |
 |
|
| Biodegradable Material PolyLactic Acid, PLA PLA, Plant PolyLactic Acid
|
||
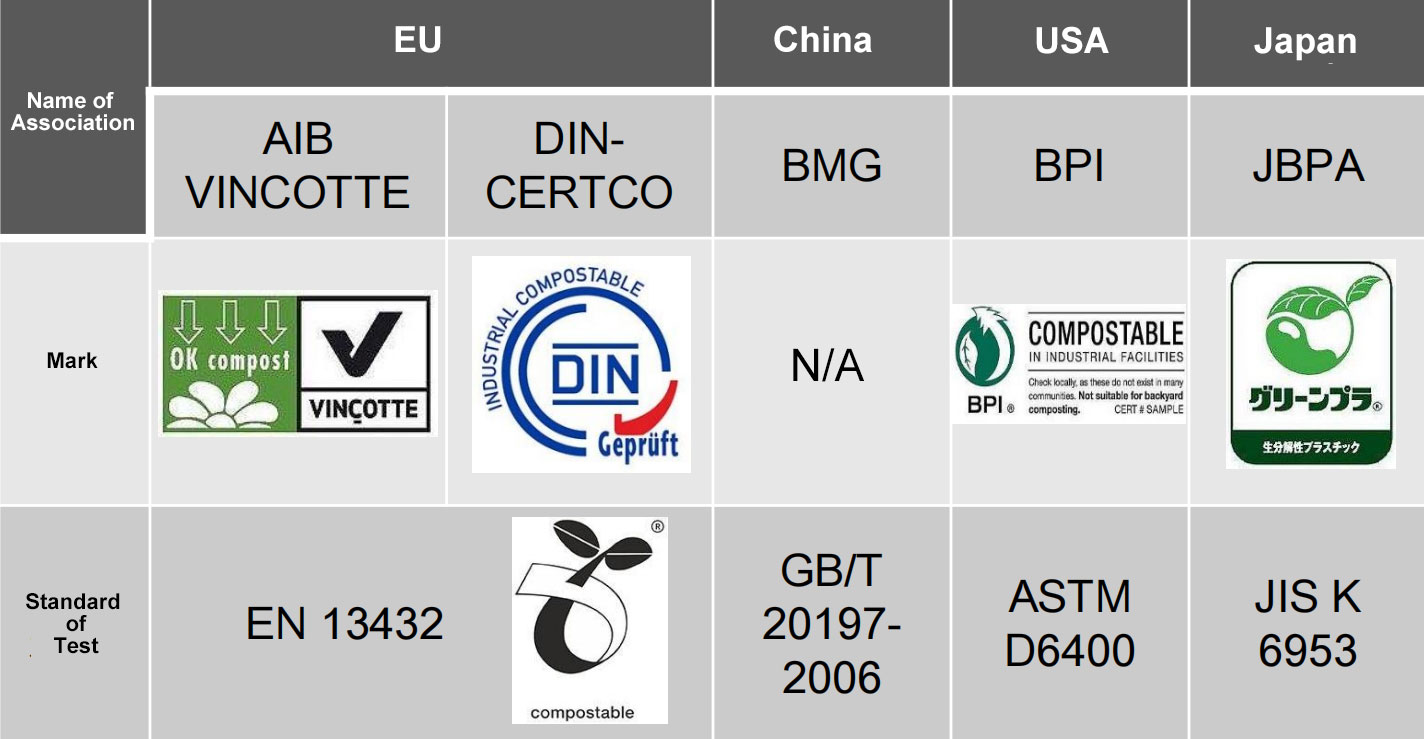 |
Certification of Biodegradable Materials Testing Organization: Test Conditions: Good Security: Environmental Advantages: |
 |
Intro of Our Medical Group
|
 |
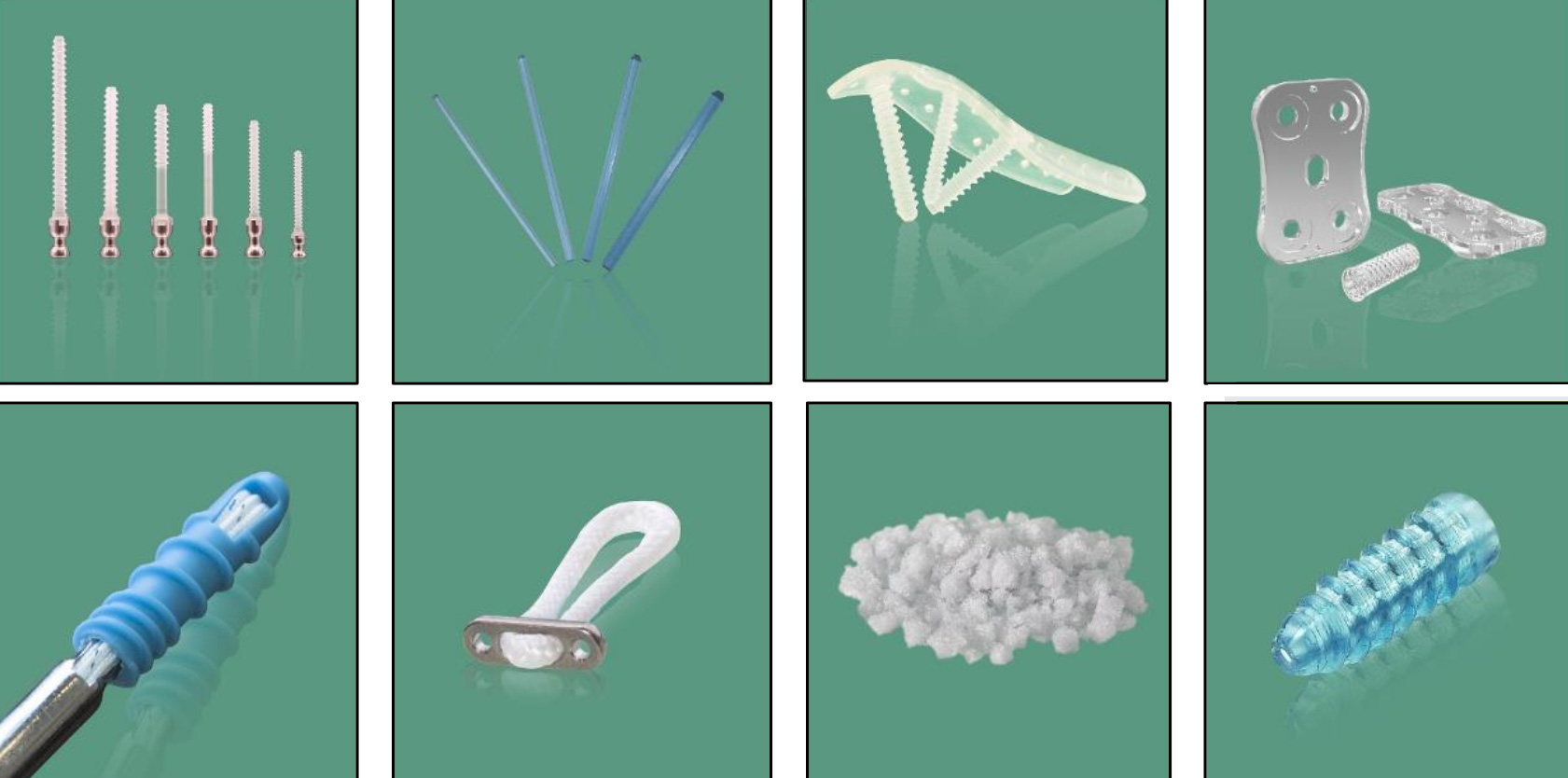 01 Application of Biodegradable Materials Based on PolyLactic Acid PLA in Medical Fields |
Applications of PLA in Medical Fields: Our group has a complete patent layout in the core technology of degradable materials based on polylactic acid. Medical products cover spine, trauma, maxillofacial, sports medicine, dentistry, biomaterials and other fields. Under the premise of achieving mature applications in the medical field, the industrial-grade bio-based biodegradable material system with polylactic acid as the substrate has been gradually developed, which has been applied in many fields. |
 02 Building of Biodegradable Materials Based on PolyLactic Acid PLA in Medical Fields |
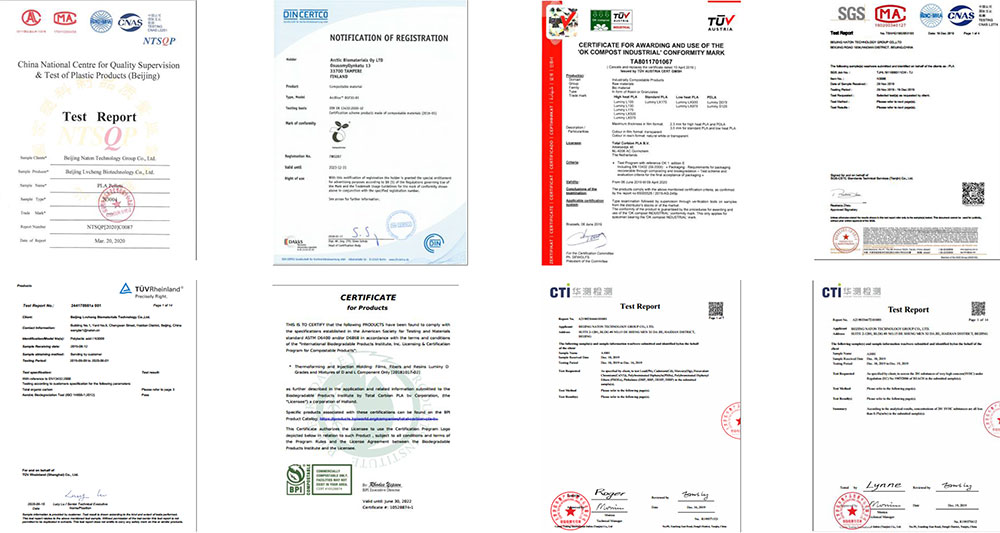 03 Qualification of Bio-Based Degradable Materials |
Outstanding advantages in the industry of bio-based degradable materials Semi-Durable: Through modification to solve the defects of polylactic acid itself and extend the shelf life, it has passed a number of product tests. Realize the application in the high-end semi-durable products market. High Strength: Polylactic acid has poor toughness, hard and brittle texture, insufficient elasticity and flexibility, limited strength and modulus, and unstable degradation rate. A single polylactic acid material is not suitable for applications that require high mechanical properties. Through a variety of physical and chemical modification methods, the above-mentioned shortcomings are fully overcome, and the cost is reduced as much as possible, and the mechanical properties and processing properties are improved. High Heat-Resistance: Polylactic acid has poor heat resistance. The temperature resistance of materials/products is increased to more than 100° through modification. A mold temperature machine is required for injection molding, and the heat resistance can be exerted after sufficient crystallization in the mold. In order to adapt to the domestic injection molding conditions, the modified material with low mold temperature and high heat resistance has been developed, which can alleviate the problem of narrow processing window. |
|
Bio-Based Degradable Material System
|
||
PLA N2001 Blowing Grade for Temperature Resistant and Translucent Bottles (Usage temperatures of bottles are 50-60℃ if by IBM/ISBM, while the usage temperature of bottles could be 100℃ if enough time in mold for crystallization before blowing bottles) [Back to List]
PLA N2001 material is a flexible polylactic acid PLA modified material. It has good machining property and high heat-resistance.
This material can be blown into bottle which has a high heat-resistance.
Processing Guide 1. Mold Requirements 2. Material Drying Suggested Drying Conditions:
Remarks: In the injection molding process, in order to prevent the material from absorbing moisture during the processing, the color can be matched according to the actual weight. If the actual weight is small, it is recommended that the 25kg/bag of materials should be matched with 2-3 times of color matching frequency. 3. Material Processing
4. Coloring of Materials 5. Equipment Cleaning 6. Recycling of Recycled Materials |
PLA N2004 Blowing Grade for Temperature Resistant and Opaque Bottles (Usage temperature of bottles could be upto 80℃ only) [Back to List]
PLA N2004 material is a food-grade polylactic acid PLA blowing material, with excellent mechanical properties, high heat resistance, low mold temperature blow molding, short molding cycle, etc.
|
PLA N3004 Injection Grade Temperature-Resistant and Semi-Durable [Back to List]
PLA N3004 material is a food-grade polylactic acid PLA modified material with good processing properties and heat resistance. It can be widely used for injection molding of food and beverage tableware, toys, cosmetics and other products.
Processing Guide 2. Material Drying Suggested Drying Conditions:
Remarks: In the injection molding process, in order to prevent the material from absorbing moisture during the processing, the color can be matched according to the weight of the actual object. If the weight of the actual object is small, it will take long timer before injection and so it is recommended that each 25kg/bag could be color matched with the color-matching frequency as 2-3 times. 3. Material Processing
4. Coloring of Materials 5. Equipment Cleaning 6. Recycling of Recycled Materials |
PLA N3008B Injection Grade Replaces PP for Thin-Walled Injection Products [Back to List]
PLA N3008B material is a food-grade modified polylactic acid material. With good processing performance and heat resistance, it can be widely used for injection molding of disposable packaging tableware, thin-walled products, etc.
Processing Guide 1. Mold Requirements 2. Material Drying Suggested Drying Conditions:
Remarks: In the injection molding process, in order to prevent the material from absorbing moisture during the processing, the color can be matched according to the weight of the actual object. If the weight of the actual object is small, it will take long timer before injection and so it is recommended that each 25kg/bag could be color matched with the color-matching frequency as 2-3 times. 3. Material Processing
4. Coloring of Materials 5. Equipment Cleaning 6. Recycling of Recycled Materials |
| PLA N3009 Injection Grade for High-Gloss and Bright Spot Spraying Shell Products [Back to List]
PLA N3009 material is a flexible polylactic acid PLA modified material with good processing properties and flexibility. It can be widely used in injection molding of mobile phone cases, spectacle frames, etc.
Processing Guide 1. Mold requirements 2. Material Drying Suggested Drying Conditions:
Remarks: In the injection molding process, in order to prevent the material from absorbing moisture during the processing, the color can be matched according to the weight of the actual object. If the weight of the actual object is small, it will take long timer before injection and so it is recommended that each 25kg/bag could be color matched with the color-matching frequency as 2-3 times. 3. Material Processing
4. Coloring of Materials 5. Equipment Cleaning 6. Recycling of Recycled Materials |
 04 Bio-Based Degradable Temperature Resistant Semi Durable Tablewares Cups |
 05 Bio-Based Degradable Temperature Resistant Semi Durable Tablewares Box |
 06 Bio-Based Degradable Temperature Resistant Semi Durable Tablewares |
 07 Bio-Based Degradable Temperature Resistant Semi Durable Tablewares Bowls |
 08 Bio-Based Degradable Temperature Resistant Semi Durable Tablewares Toothbrush Cup |
Model: N3004
|
 09 Bio-Based Degradable Materials Paper Coating Film Disposable Paper Lunch Boxes |
 10 Bio-Based Degradable Materials Paper Coating Film Disposable Paper Cup |
 11 Bio-Based Degradable Materials Paper Coating Film Disposable Paper Cups Paper Lunch Boxes |
Model: N1002
|
||
 12 Bio-Based Degradable Straigth Straws |
 13 Bio-Based Degradable Bent Straws |
Model: N2005
|
 14 Bio-Based Degradable Thin Walled Injection Molding Products Bowls |
 15 Bio-Based Degradable Thin Walled Injection Molding Products Bowl |
 16 Bio-Based Degradable Thin Walled Injection Molding Products Lunch Box |
 17 Bio-Based Degradable Thin Walled Injection Molding Products Bowl |
|
|
 18 Biodegradable Safety Rings Foldable Fliptop Caps for Bottles |
 19 Biodegradable Safety Rings Foldable Fliptop Caps for Bottles |
 20 Biodegradable Safety Rings Foldable Fliptop Caps for Bottles |
 21 Biodegradable Safety Rings Foldable Fliptop Caps for Bottles |
Model: N3006/N3007
|
|
 22 Bio-Based Degradable Temperature Resistant Bottles |
 23 Bio-Based Degradable Temperature Resistant Bottle |
Model: N2001-N2004
|
 24 Bio-Based Degradable High Brightness and Toughening Products Cellphone Case |
 25 Bio-Based Degradable High Brightness and Toughening Products Sunglasses Frames |
 26 Bio-Based Degradable High Brightness and Toughening Products Consumer Electronics Housing |
 28 Bio-Based Degradable High Brightness and Toughening Products Consumer Electronics Housing |
 29 Bio-Based Degradable High Brightness and Toughening Products Consumer Electronics Housing |
 30 Bio-Based Degradable High Brightness and Toughening Products Calculator Shell |
Model: N3009
|
||
 31 Biodegradable Cardboard Materials for Bank Cards, Access Cards, Room Cards Bus Cards, Shopping Cards, Business Cards, Tags |
Model: N1001
|
 32 Polylactic Acid Controllable Degradation Glass Fiber Composite Materials Degradable Glass Fibre Reinforced PLA |
 33 Polylactic Acid Controllable Degradation Glass Fiber Composite Materials Cashew Nutshell Residual Based Blocking Agent |
 34 Polylactic Acid Controllable Degradation Glass Fiber Composite Materials Bio-Based and Biodegradable Nets for Green Beans |
 35 Human Body Can Absorb Biologically Active Special Glass Fibers |
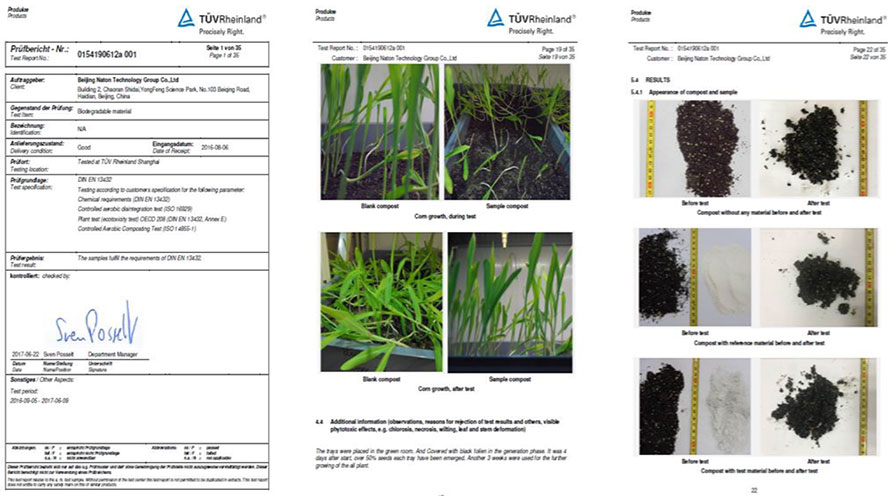 36 Fullfill Requirements of DIN EN 13432 Chemical Requirements Controlled Aerobic Disintegration Test Plant Test Ecotricity Test Controlled Aerobic Composting Test |
Polylactic Acid Controllable Degradation Glass Fiber Composite Material
|
 37 Degradable Glass Fiber Reinforced PolyLactic Acid PLA Composite Material Biodegradable Furnitures |
 38 Degradable Glass Fiber Reinforced PolyLactic Acid PLA Composite Material Biodegradable Furnitures |
Biodegradable Furniture
|
 39 Biodegradable Auto Parts |
 40 Biodegradable Auto Parts |
 41 Biodegradable Auto Parts |
 42 Biodegradable Auto Parts |
 43 Biodegradable Auto Parts |
 44 Biodegradable Auto Parts |
 45 Biodegradable Auto Parts |
 46 Biodegradable Auto Parts |
 47 Biodegradable Auto Parts |
Biodegradable Auto Parts
|
||
 Biodegradable Materials PLA Transparent Bottle 1 Transparent Bottle Blown by PLA Biodegradable Material Tested with PET Bottle Mold |
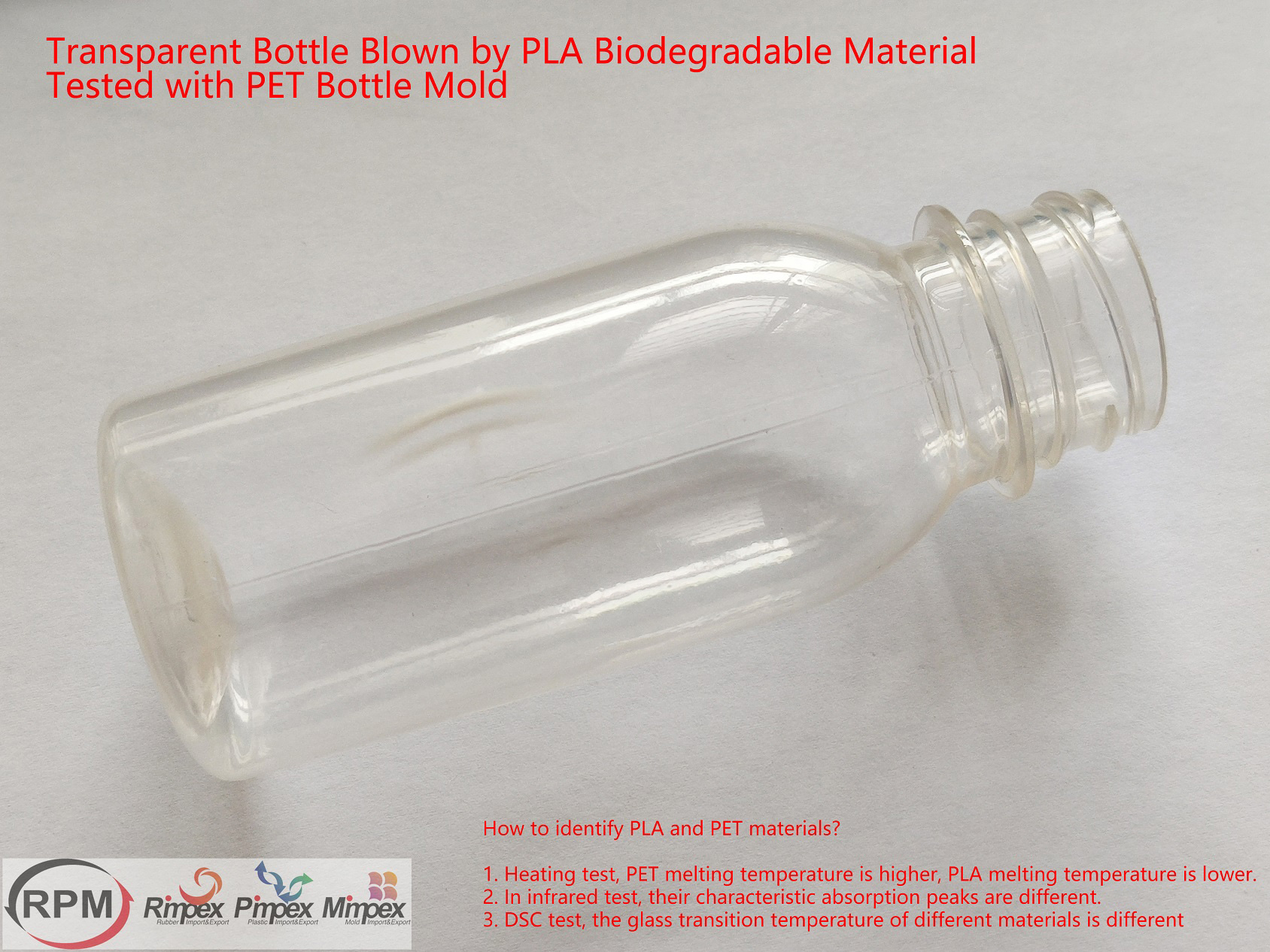 Biodegradable Materials PLA Transparent Bottle 2 Transparent Bottle Blown by PLA Biodegradable Material Tested with PET Bottle Mold |
|
|
| Copyright © Pimpex@RPM Since 2002 www.plasticimpex.com Sitemap XIAMEN RPM IMP.&EXP. CO.,LTD. |